
榆林欧式铁艺扶手料厂家 材质q235b欧式铁艺扶手料哪家便宜
榆林欧式铁艺扶手料厂家 材质q235b欧式铁艺扶手料哪家便宜

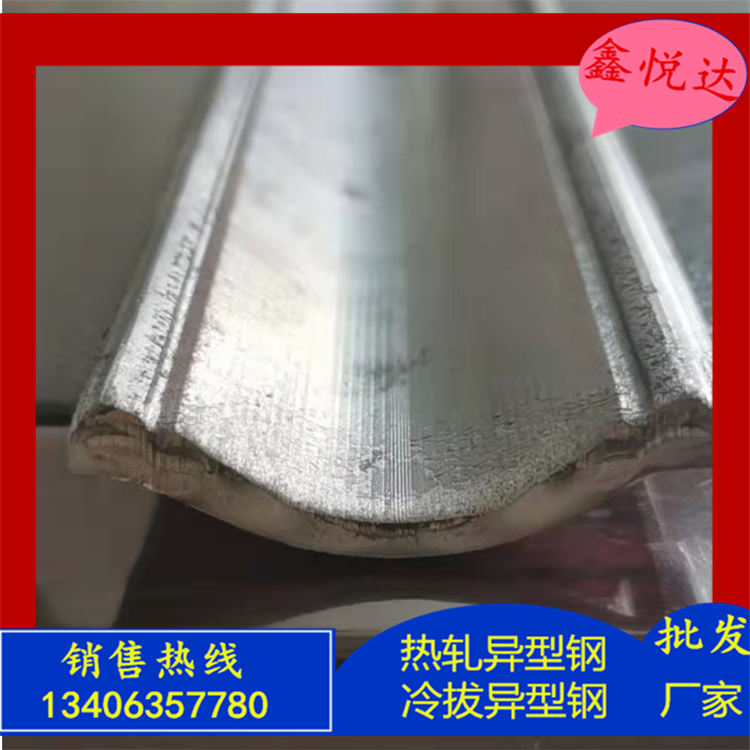
异型钢是复杂和异型断面型钢的简称,属于型钢的一种,并区别于简单断面型钢的叫法。根据工艺的不同,又可分为热轧异型钢、冷拔(冷拉)异型钢、冷弯异型钢、焊接异型钢等。通常异型钢特指热轧异型钢。热轧异型钢是区分方钢、圆钢、扁钢和常见形状的热轧型钢。
榆林欧式铁艺扶手料在许多 广泛用于压铸模和压力机的热锻模,H13用于压铸模、H11用于热锻模。由于Cr、Si等合金元素的加入,钢的抗氧化性能良好,没有W的加入。则合金碳化物的偏析小,碳化物颗粒小,V能细化晶粒。此钢热特点是预先组织的,因合金度高,成份偏析大,预先进行115℃扩散退火,是扩散退火到正火能反复几次,其目的是使组织均匀。此点还没有引起人们的足够重视。另一点应引起热工作者重视的是H13钢的过冷奥氏体在珠光体转变区孕育期较长,在4~6℃之间极为稳定,为分级淬火创造了有利条件,但Cr-Mo钢在贝氏体转变区域的稳定性较差;同时此区的稳定性与钢的奥氏体化加热温度有关。号钢 钢抗拉强度为6MPa,屈服强度为355MPa,伸长率为16%,断面收缩率为4%,冲击功为39J45号钢淬火后,抗拉强度能1Mpa?1.这里面其实需要给你澄清两个概念,一个叫抗拉强度,是力学中的概念。另一个叫放许用抗拉强度,是工程中的概念,他是将力学试验中的抗拉强度除以安全系数,一般选择1.5~3,得到的数值是工程计算所可以使用的强度。45号钢淬火后,其塑性小了,韧性减了,硬度增加,抗变形能力强了。提高了性变形的抗拉强度,但是其断裂强度改变不大。所以这个问题其实问得不太准确,但一般可以根据实际情况猜测,你是想问的始产生不可恢复的抗拉强度。你只要对号入座,看是需要的哪一个。如果实验,结果可以肯定是超过1的,实验所得的是力学强度。而不是工程中采用的许用抗拉强度。材料牌号:45材料名称: 碳素钢标准号:GB699-88试样尺寸:25试样状态:退火钢抗拉强度:≥6(MPa)屈服强度:≥355(MPa)延长率:≥16%断面收缩率:≥4%布氏硬度:≤197(Hblackeye化学成分:材料化学成分组成元素比例(%)碳C:.42~.5铬Cr;≤.25锰Mn;.5~.8镍Ni;≤.25磷P;≤.35硫S;≤.35硅Si;.17~.37特性及应用:未热时:HB≤229热:正火冲击功:Aku≥39J强度较高,塑性和韧性尚好,用于承受负荷较大的小截面调质件和应力较小的大型正火零件,以及对心部强度要求不高的表面淬火零件,如曲轴、传动轴、齿轮、蜗杆、键、销等。
异型钢因其使用的特殊性和单一性,往往对精度的要求比简单断面型钢要高,这就对设备的能力有更高的要求。由于其断面形状复杂,尤其是许多特定场合 的异型钢,甚至很少有经验可以借鉴,这样使得孔型设计和生产的难度更是远高于简单断面型钢。故异型钢的生产成本要高于简单断面型钢。异型钢因其形状大小差别很大,很多都是某一行业或特定场合 的,所以单一品种的市场需求量往往都不是很大。所以异型钢生产系统的规模往往也并不很大。

榆林欧式铁艺扶手料主要目的是要将钢水中夹杂物含量减少到程度,促进颗粒分离,避免被大气、炉渣和耐火材料二次氧化等。有害夹杂物一个主要成因是非常小的夹杂物在紊流区凝结,这出现在从大包到中间包、中间包再到结晶器传输钢水的过程。相反,外来非金属夹杂物源于炉渣夹带,保护渣绝不能乳化进入钢水。这是对钢铁工业在这个艰难冶金领域里继续发展提出的挑战。2洁净钢这次的研究不是要建立洁净钢的通用定义,因为洁净度是钢材使用的直接结果,对洁净度的要求各不相同。
随着近几年来我国工业化水平的不断提高,我国生产轧制型钢的水平比上世纪已得到大幅度的提升。越来越多的关乎国计民生的型钢如大型H型钢、高铁重轨等逐步实现国产化,甚至有些还达到了先进水平。但是同时我们也发现,在好多中小型异型钢的生产和研发上,我国的异型钢生产厂家的水平和欧洲好多 的厂家相比还是有很大的差据。特别是在尺寸精度的控制和断面形状的细节上,好多产品还远远达不到他们的水平。近年来,好多民营厂家在认识到这一差距之后,认真学习、研究国外的先进工艺和生产经验,结合自己的生产实际,经过不断地摸索,在好多领域已经出了喜人的成绩。降低了国内客户的采购成本,提高了我国异型钢的生产水平。
异型钢是钢材四大品种(型、线、板、管)之一,是一种广泛使用的钢材。根据断面形状,型钢分简单断面型钢和复杂或异型断面型钢(异型钢)。前者的特点是过其横断面周边上任意点切线一般不交于断面之中。如:方钢、圆钢、扁钢、角钢、六角钢等;常见异型钢有热轧窗框钢,犁铧钢、汽车车轮挡圈用热轧型钢、履带板用热轧型钢、汽车车轮轮辋用热轧型钢、钢轨、造船用球扁钢、电缆盘钢、刮板钢等等
榆林欧式铁艺扶手料厂家 材质q235b欧式铁艺扶手料哪家便宜装炉工件均应干燥、不得有油污及其他脏物。截面大小不同的工件装入同一炉时,大件应放在炉膛后部,大、小工件分别计算保温时间。装炉时必须将工件有规律摆放在装炉架或炉底板上,用钩子、钳子或 工具堆放,不得将工件直接抛入炉内,以免碰伤工件或损坏炉衬。细长工件必须在井式炉或盐炉中垂直吊挂加热,以减少变形。在箱式炉中装工件加热时,一般为单层排列,工件间隙1~3mm。小件允许适当堆放,但保温时间应适当增加。